Kameramodule prüfen
Kamerasysteme werden immer komplexer und müssen absolut zuverlässig funktionieren. Sie werden in sicherheitskritischen Umgebungen eingesetzt, in denen ein Produktfehler einfach nicht in Frage kommt. Nur ein vollständiger Leistungstest kann sicherstellen, dass alle Eigenschaften des Kameramoduls getestet wurden, um die hohen Anforderungen zu erfüllen.

Automobilindustrie
- ADAS (Sichtbare Kamera, 3D-Kamera, Nachtsichtkamera, LiDAR)
- Innenraum- und Fahrerüberwachung, Head-up-Displays, berührungslose Steuerung
- Spiegelersatzanwendungen

Industrielle Anwendungen
- Maschinelle Bildverarbeitung
- Barcode-Leser
- Navigation & Geospatial
- Landwirtschaft
- Inspektionskameras

Sicherheit, Medizintechnik und Unterhaltungselektronik
- Überwachungssysteme
- Medizinische Kameras
- Endoskope
- Videokonferenzkameras
- Sport & Entertainment
Knowledge base
- Bildqualitätsprüfung bei serienmäßig hergestellten Kameramodulen
- Prüfung auf endliche Entfernung
- Prüfung mit Kollimatorkuppeln
- Vorteile der Prüfung mit Kollimatoren
- Zusätzliche Prüfungen: Die üblichen Verfahren
Bildqualitätsprüfung bei serienmäßig hergestellten Kameramodulen
Bei der Prüfung der Bildqualität von kompletten Kameras und montierten Kameramodulen wird ein geeignetes Ziel mit dem zu prüfenden Kameramodul abgebildet und die Qualität der Reproduktion dieses Ziels bewertet. Oft sind neue Ansätze der Prüfmethoden erforderlich, um mit der technischen Entwicklung Schritt halten und dem wirtschaftlichen Druck begegnen zu können. Die meisten dieser Konzepte können in ähnlicher Weise auch für alle anderen Kamera-Prüfanwendungen eingesetzt werden: von wissenschaftlichen High-End-Geräten bis hin zu Wärmebild-Überwachungskameras.Die Mehrzahl der Verbraucherkameramodule sind in Geräte wie z. B. Smartphones und Webcams integriert und arbeiten mit einer relativ kurzen Brennweite (1 bis 5 mm), einer breiten Sichtfeld-Optik und entweder CCD- oder CMOS-Farbsensoren.
Die Parameter, die bei der Prüfung eines solchen Moduls typischerweise ermittelt werden, lassen sich in fünf Kategorien einteilen: die Bildqualität über die Modulationsübertragungsfunktion oder den Ortsfrequenzgang, die Eigenschaften des optischen Systems (z. B. Verzeichnung, relative Beleuchtung), die optomechanischen Eigenschaften (z. B. relative Ausrichtung der Optik und des Sensors oder Autofokusgenauigkeit), die Farbeigenschaften (z. B. Farbwiedergabe, Weißabgleich) sowie die Sensoreigenschaften (z. B. dynamischer Bereich, Linearität, Rauschen, fehlerhafte Pixel). Bei Modulen mit Blitzfunktion können zudem die Ausrichtung, das Beleuchtungsprofil und die Intensität des Blitzgeräts beschrieben werden. Im Folgenden werden die ersten drei Kategorien thematisiert.
Prüfung auf endliche Entfernung
Obwohl die meisten Kameramodule auf die Abbildung von Objekten in einer größeren Entfernung ausgelegt sind (unendliche Konjugierte), wird bei herkömmlichen Prüftechniken gewöhnlich ein Testziel mit verschiedenen Mustern – typischerweise ein Testchart – in einer kürzeren Entfernung von dem Modul eingesetzt (endliche Konjugierte).
Heute ist die Prüfung mit Testcharts auf endliche Entfernung Standard und wird von einer Bildanalysesoftware in Echtzeit durchgeführt. In Abbildung 1 ist eine schematische Darstellung eines Testchart-Systems in endlicher Konfiguration dargestellt. Das zu prüfende Gerät (Device under Test, DUT) wird vor einem beleuchteten Chart mit verschiedenen Markierungen und Mustern platziert. Dann wird mit dem DUT ein Bild aufgenommen. Anschließend analysieren Software-Algorithmen die Position und Form der Markierungen und ermitteln die Leistungsparameter des Kameramoduls.
Bei einer modifizierten Version dieses Setups befindet sich zwischen dem Prüfling und dem Chart eine Relaislinse, um ein virtuelles Bild des Charts wie aus unendlicher Entfernung zu erzeugen. Dieses Konzept erfordert gewöhnlich eine individuelle Relaislinse von hoher Qualität, insbesondere für Anwendungen mit größerem Sichtfeld und Breitbandbeleuchtung (z. B. Tageslicht), was ein solches Setup komplex und wirtschaftlich unrentabel machen kann. Diese Lösung sollte nur verwendet werden, wenn eine Messung der unendlichen Konjugierten und eine komplexere Chart-Auswertung notwendig sind.
Diese Testchart-Technologie ist relativ leicht anzuwenden und verbindet eine hohe Messpunktdichte mit der Möglichkeit, unterschiedliche Arten von Markierungen und Mustern in verschiedenen Feldpositionen eines einzigen Charts zu verwenden. Sie kommt typischerweise bei Sensorauflösungen bis 13 MP und der Prüfung auf endliche oder nahezu unendliche Entfernung zum Einsatz. Aufgrund der Fortschritte in der Fertigungstechnik stößt diese Technologie jedoch an ihre Grenzen, da die Industrie inzwischen Sensorauflösungen von 13 MP und mehr einsetzt, was höhere Anforderungen an die Optik und die Ausrichtung der einzelnen Modulkomponenten stellt.
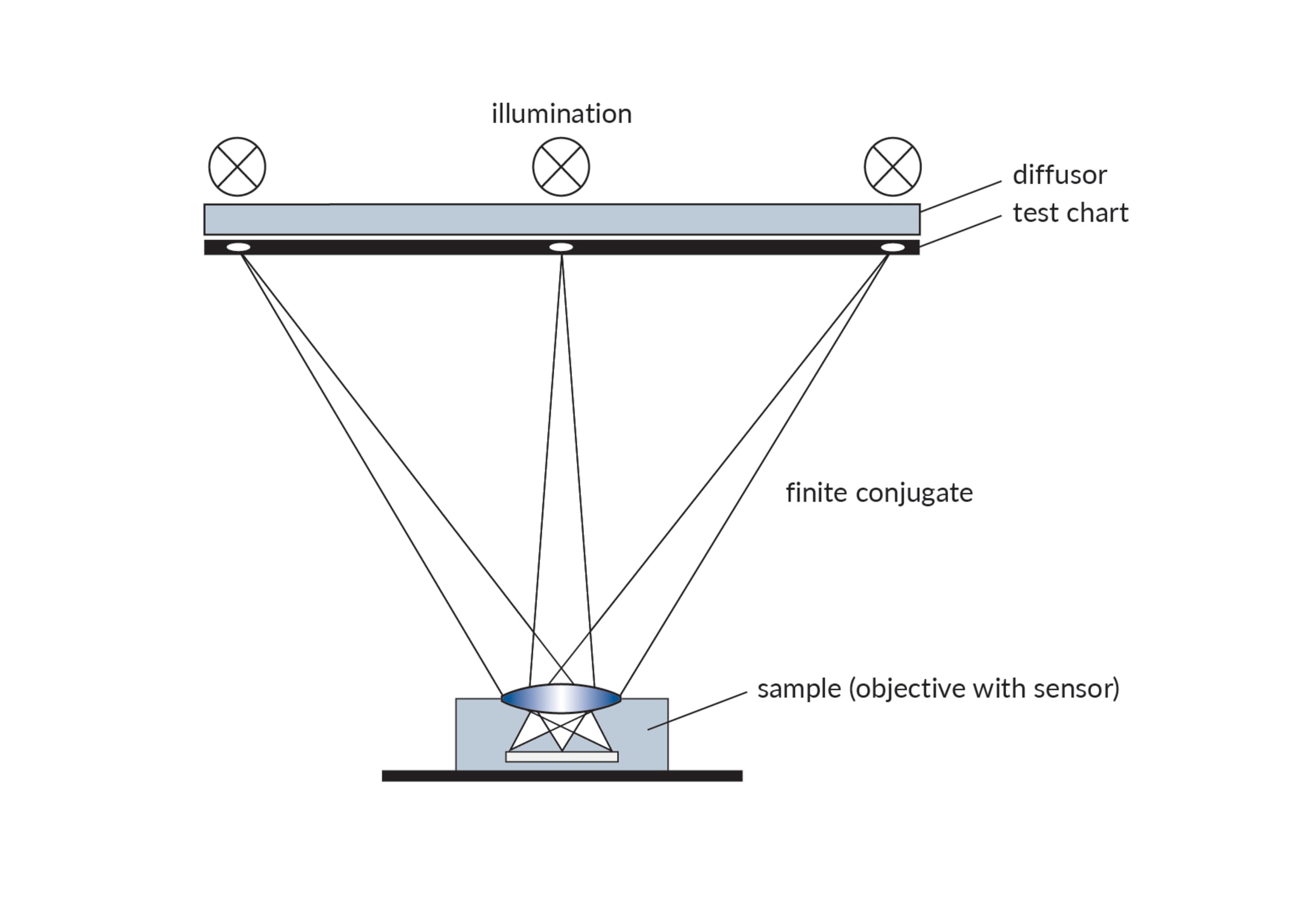
Abbildung 1
Ein weiterer wichtiger Faktor in einer Produktionsumgebung ist die Größe des Prüfinstruments: Für die Weitwinkeloptik mit großem Sichtfeld, wie sie typischerweise bei Verbraucherkameramodulen zu finden ist, wird ein großes Testchart benötigt. Je größer das Sichtfeld ist, desto größer muss das Testchart für eine bestimmte endliche Objektentfernung sein, welche nicht zu klein für auf unendlich eingestellte Fixfokus-Objektive eingestellt werden kann. Ähnlich verhält es sich bei Modulen mit Fokussierfunktion – in diesem Fall können zwar kürzere Objektentfernungen gewählt werden, das Setup spiegelt die Endanwendung jedoch nicht korrekt wider. Für größere Testcharts erfordert das entsprechend große Instrument mehr wertvolle Stellfläche
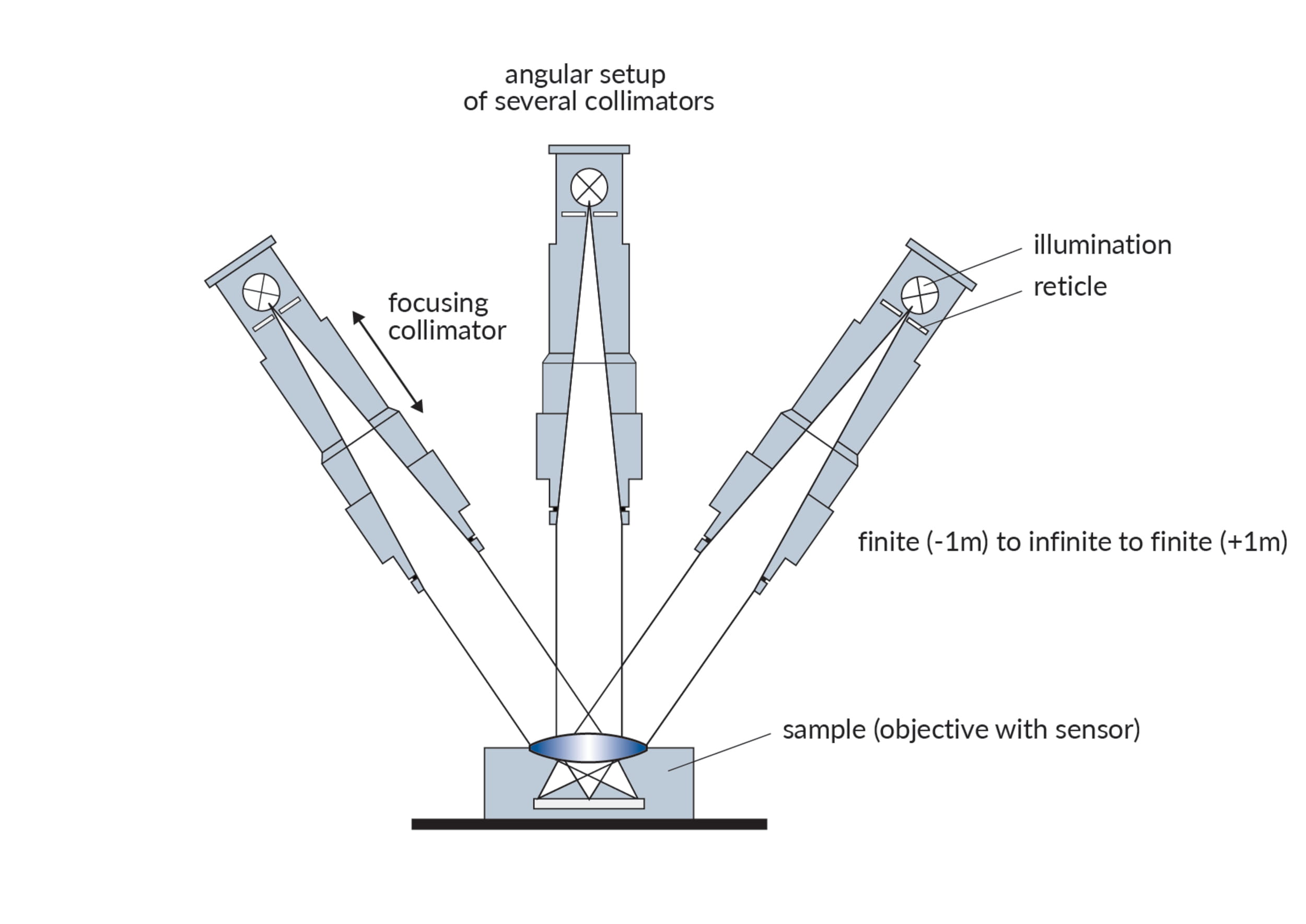
Abbildung 2
Prüfung mit Kollimatorkuppeln
Ein alternativer Ansatz zur Prüfung von Kameramodulen mit größeren Objektentfernungen zwischen ca. 1 m und unendlich besteht darin, einen Satz Kollimatoren als Zielprojektoren zu verwenden, wobei jeder Messpunkt auf dem Bildsensor von einem eigenen Kollimator bereitgestellt wird. Ein Kollimator besteht aus einer beleuchteten Zielstruktur (der Strichplatte) in der Brennebene einer Objektivlinse. Der Kollimator projiziert das Ziel virtuell auf das DUT (Abbildung 2). Die Kollimatoren können entweder als Fixfokus mit voreingestellten unendlichen oder endlichen Objektentfernungen oder motorisiert für variable Objektentfernungen ausgeführt sein.Die Kollimatoren sind so im Raum angeordnet, dass sich die optischen Achsen an der Eintrittsöffnung des DUT treffen. Dann entsprechen unterschiedliche außeraxiale Winkel unterschiedlichen Bildpositionen auf dem DUT-Sensor, wobei axial die Mittelpunktlage auf dem Sensor ist. Dieses Setup ist zwar komplexer als ein Testchart-Setup, bietet aber einige Vorteile und mehr Flexibilität für das Prüfen auf unterschiedliche Objektentfernungen.

Vorteile der Prüfung mit Kollimatoren
- Es kann als „echt“ unendliches Setup verwendet werden, bei dem das DUT unter den gleichen Bedingungen wie bei der Endanwendung geprüft wird. Dieses Setup ist relativ unempfindlich, was die tatsächliche Positionierung der Kollimatoren betrifft, da die Feldpositionen nur durch die Winkel zwischen den Kollimatoren bestimmt werden.
- Die Prüfkammer ist kompakt, denn ihre Außenmaße sind nicht vom Sichtfeld des DUT abhängig; so benötigt sie weniger Stellfläche und ist leichter zu handhaben. Tatsächlich sollte die mechanisch kürzeste Entfernung der Kollimatoren verwendet werden.
- Das Setup ist weniger empfindlich für Streulicht, zudem lässt sich die Beleuchtung der Strichplatte besser kontrollieren – was wiederum zu einer besseren Wiederholbarkeit führt.
- Durch die Verwendung von motorisierten Kollimatoren, die sich fokussieren lassen, können willkürliche Objektentfernungen von ca. 1 m bis unendlich erzeugt werden. Das macht es möglich, die Fokussierung von Fix- und Autofokusmodulen zu prüfen. Des Weiteren ist dies für die hochpräzise aktive Ausrichtungstechnologie wichtig.
Zusätzliche Prüfungen: Die üblichen Verfahren
Neben den Setups zur Messung der Bildqualität und der erörterten opto-mechanischen Parameter werden für Kameramodule typischerweise noch weitere Parameter beschrieben: Diese beziehen sich auf die Farbe (z.B. Weißabgleich, Farbwiedergabe, spektrale Sensitivität usw.), die Sensoreigenschaften (Linearität, Empfindlichkeit und Rauschverhalten, Opto-elektronische Coversionsfunktion, fehlerhafte Pixel usw.) oder zusätzliche optische Parameter wie z. B. Verzeichnung oder Falschlicht.Unser Newsletter – Ihr Wissensvorsprung
Erfahren Sie als einer der Ersten von unseren Produktneuheiten und innovativen Anwendungsmöglichkeiten.